株式会社大澤熔接工業所
〒478-0031
愛知県知多市旭4丁目15番地 サプライズ溶接の秘密
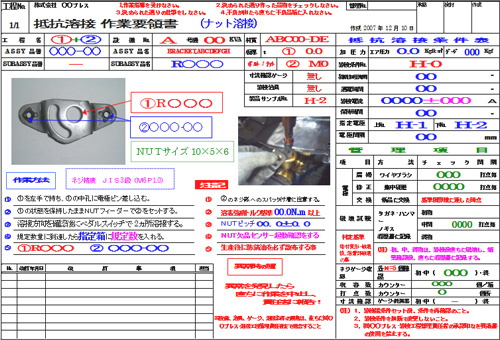
 溶接前工程の製品も入荷材料ロットにより微妙な違いがあるため、当社では製品生産ロット毎で確認を行い製品形状(歪み・バリ・錆び・汚れなど)や材質的(材料の微妙な硬度)な変化点がないか確認をして、必要な場合は溶接条件や治具など微調整を行ってから溶接をしております。
まずは、生産加工前に細部までしっかりと確認をおこなう事で製品の品質をより安定させて、安全で安心な製品を生産する事に努力しております。
この方法は確かに手間がかかりますが、「不良を最小限に抑えることが最大のコストダウンに繋がる」という当社のポリシーですので手間お惜しまずに手掛けて行く事で、不良率が大幅に減少します。
    出荷経歴書
製品在庫表
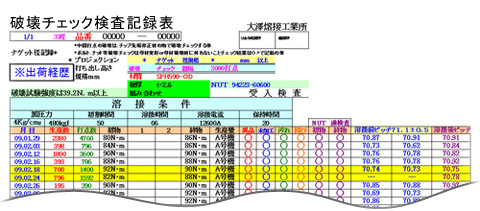
破壊試験検査記録書
NUT・BOLT在庫表
|
||||||||||||
▼溶接の事なら何でもご相談ください!
| 〒478-0031 愛知県知多市旭4丁目15番地 | |