
������Б��V�o�ڍH�Ə�
��478-0031
���m���m���s��4����15�Ԓn �n�ڋZ�p���T
��R�n�ڂ́A��ʓI�ɐ}�Ɏ����悤�ɓd�ɂŒʓd�����Ɉ��͂������Ȃ���A�ɒZ���ԓd���𗬂����Ƃɂ��A�ʓd�o�H�̒�R�ɂ�蔭�������R���M�i�W���[���M�j�ƍޗ��\�ʋy�ѓd�ɂ���̕��M�𗘗p���čޗ��Ԃ�n�ڂ�����@�ł��B
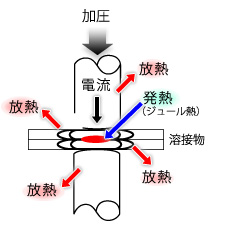 ���̂悤�ɁA��R�n�ڂ͔��M�ƕ��M�𗘗p���āA�K�v�����̂ݗn�Z�ɕK�v�ȍ����̈�ɂ��邱�Ƃɂ��ǍD�ȗn�ڂ��o���܂��B ���̔��M�ɑ��čޗ��\�ʋy�ѓd�ɂ���̕��M�̃o�����X���q�[�g�o�����X�ƌĂ�ł��܂��B �ǍD�ȗn�ڂ��s�����߂ɂ́A���̃q�[�g�o�����X���d�v�Ȗ������ʂ����܂��B ���i���Ȗ�i���i���̔閧�A�T�v���C�Y�n�ڂ̔閧�j
��R�n�ڂ̂T������i�d���E���ԁE�����̗n�ڏ����O��v�f�ɓd�����x�E�q�[�g�o�����X���v���X���������ł���j
�ʓd��
���d��������1���ʓd����V���O���E�C���p���X�����łȂ��A���ʓd������A�d���̑傫����ω��������肷��ƁA��X�̌��ʂ�^���鎖���o���܂��B
�i1�j�V���O���E�C���p���X�@�F�ʏ�̒ʓd�`�� �i2�j�_�u���E�C���p���X�@�@�F��ʓd�ƕ⏕�ʓd��2�i�K�ɍs���B ��ɇ@�A�B�̗l�Ȓʓd�`��������܂��B �\�M�ʓd�͐ڐG��R�̐Ĉꉻ��̂Ȃ��݂�ǂ�������ʂ�����A�d�����̍ޗ��ɑ��Ă͊���h�~�̌��ʂ�����܂��B ��M�ʓd�͋}��ɂ�銄�ꔭ����d���т̊ɘa��ړI�Ƃ������̂ō��̓A���~��E�������Ɏg�p����܂��B �e���p����͂�������x�~���Ԃ�u���čĒʓd������B���d���|�ɑ��āA���ʓI�ŗn�ڕ��ɏĂ��߂����ʂ�^��������i���������@/�@��������f�����j�����シ�邱�Ƃ��o���܂��B �i3�j�}���`�E�C���p���X�@�@�F3�i�K�ȏ�̒ʓd���s���B ��ɓ���d���̒ʓd��x�~���J��Ԃ��p���Z�|�V�����n�ڂɗ��p�����B�����傫���ĂȂ��݂̈����ꍇ��������͂Ȃ͂��������́A�d�ˍ��킹�����̑������̂ȂǁA���Ƀi�Q�b�g�a��v���������̂ȂǁA�V���O���E�C���p���X�ł͑傫�ȎU�������A�M���t������ꍇ�ȂǂɍD�K�ł���B��r�I�Z���Ԃ�on�|off���J��Ԃ����ɂ���āA���M�|��p�̔M���Ԓ萔�̍��̂�����̂��ߔM���鎖�Ȃ��A�n�Z�_�܂ň����グ�鎖���o���܂��B �d�ɂ̑I�ѕ�
�X�|�b�g�n�ڂ̓d�Ƀ`�b�v�̐�[�`��
���g�p�d�ɂɂ͑傫�������Ĉ�̌^�ƃL���b�v�^������܂��B
�d�ɂ̐��@�͖ړI�ɉ����ĕύX����ꍇ������܂����A�W���I�Ȑ��@�͂i�h�r�@�b�@9304 �d�ɂɊO�a�i�Ăьa�j�͍�Ƃɍ��������̂Ȃ��͈͂ő��߂̂��̂�I�ԕ�������ł���B de��5��s�i���j
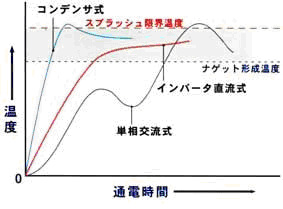
�C���o�[�^���̗D�ꂽ�Ƃ���
�C���o�[�^���d���ɂ́A���̑��̕����̓d���ɔ�ׂ������̃����b�g������܂��B
���̂����̂��������Љ�܂��B
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
���n�ڂ̎��Ȃ牽�ł������k���������I
| ��478-0031 ���m���m���s��4����15�Ԓn | |